Lost Wax Casting & Process
If you have been looking for a bronze sculpture or browsing through our collection at Sculpture Gallery then you may have seen "Lost Wax" mentioned along the way. Lost Wax refers to a method of casting that is often used to produce bronze sculptures. Lost Wax casting is also known as Investment casting or cere perdue and is a process which has been used for over 5000 years and has changed surprisingly little in that time.
Using this process a sculptor can duplicate an original piece in metal (usually bronze) and accurately reproduce the finest details. The oldest known examples of lost wax castings were discovered in the Nahal Mishmar (Cave of Treasures) in Israel and were carbon dated to 3700 BC. The process was predominant in Europe until the 18th century when piece moulding was evolved but is still enjoyed and used especially in the creation of solid bronze sculptures.
The Lost Wax Casting Process
In the lost was casting process duplicates can be made from either an original work in wax, known as the direct method, or from a wax copy of an original work, known as the indirect method (Fig.1). There are several steps in the casting process which can involve having to cast the finished piece in several different sections.
Firstly it is necessary to make a mould from the original work. A mould has a rigid outer shell. This used to commonly be made from plaster but is now usually made from fibreglass as it is a stronger material. The inner layer of a Lost Wax mould is softer latex, rubber or silicone which is able to pick up even the smallest details of the original piece (Fig.2). It may be necessary to make several moulds to produce large or complex pieces or those with long, thin protrusions.
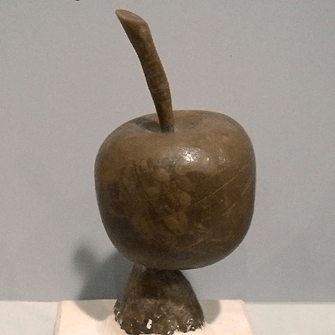
Fig.1 - Model of an Apple in wax. Image by José-Manuel Benito Álvarez (CC BY-SA 2.5)
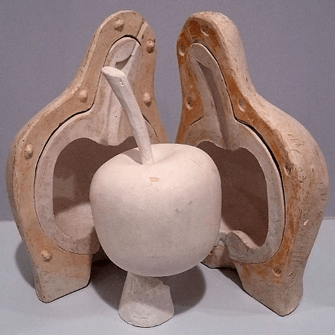
Fig.2 - Rubber mould with an example paster cast of the Apple. Image by José-Manuel Benito Álvarez (CC BY-SA 2.5)
Molten petroleum based wax is then poured into the mould or moulds. For a finished piece in solid metal the wax is simply poured in to fill the mould. For hollow finished pieces, which are more common, the wax is poured in and then agitated to coat the mould to the required thickness. The wax is left to set, removed from the mould and then "chased". This is the process of using a heated tool to refine the wax piece and to remove any signs of the moulding process (Fig.3).
The wax piece must now be "sprued". Here a treelike structure of wax is attached to the piece to provide pathways or vents for the molten metal to flow through and to allow air to escape. This element of the process must be carefully planned and often begins with a wax cup which is then attached to the piece with a series of cylindrical lengths of wax that will eventually form the vents.
The sprued wax piece must then be coated in a shell mould material (Fig.4). It is first dipped in a slurry, usually silica, and this layer is then covered with a stucco or crystalline silica sand. The piece stands on or is suspended by the wax cup which was attached during spruing whilst the shell is applied. Once the shell material is dry the process is repeated until the shell is sufficiently thick for the size of the piece. The first layer of sand applied is very fine in order to pick up the smallest details in the sculpture. Subsequent layers of sand feature progressively larger grains. Only the inside of the wax cup on which the piece is standing is left uncoated.

Fig.3 - Petroleum Wax cast made from rubber mould (Fig.2). Image by José-Manuel Benito Álvarez (CC BY-SA 2.5)

Fig.4 - Hollowed and sprued wax cast in shell mould material before being kiln fired. After kiln firing, the wax would have melted away. Image by José-Manuel Benito Álvarez (CC BY-SA 2.5)
The shell coated piece is then fired in a kiln which hardens the shell and the wax melts away to leave an exact negative of the original. The shell is cooled and then tested to ensure that liquid can run freely through the vents that were created during spruing. Any cracks or imperfections can be corrected with paste before proceeding.
The shell is reheated to harden any repairs and to dry it out completely before the molten metal is poured into it. The shell must be hot before the metal is poured or the difference in temperature will cause the shell to crack. The filled shell is then left to cool.
To complete the piece the shell is removed and the sprues (cup and vents) (Fig.5) which are now filled with metal are cut away. If a sculpture has been cast in more than one piece, the elements are now joined together. The metal is then carefully treated and polished to remove any signs of joins and to reflect the artist's vision. This may include adding a particular patina to the piece. The finished sculpture must replicate the original artwork as closely as possible.

Fig.5 - Bronze sculpture having been removed from its mould. The cup, towards the bottom, and vents are clearly visible. Image by José-Manuel Benito Álvarez (CC BY-SA 2.5)
The video from the National Sculpture Society of America below guides you through the Lost Wax casting process.
The Beauty of Bronze
Bronze particularly lends itself to the casting process as it expands slightly as it cools which causes the metal to fill even the tiniest details of the mould. At Sculpture Gallery we have a fabulous collection of lost wax cast bronze sculptures from leading artists including David Geenty, Michael Simpson and Tim Cotterill. We hope that you will see these pieces in a whole new light now that you have explored the lengthy and complex process that is required to create them.